工程案例
一站式净水解决方案 / 量身定制专业产品 / 高效快捷的客户服务

一站式净水解决方案 / 量身定制专业产品 / 高效快捷的客户服务
一、项目背景
随着山西省内高科技产业的快速发展,特别是在半导体、电子、医药等领域,对超纯水的需求日益增长。为了满足这些行业对高品质水源的迫切需求,山西企业决定引进一套5吨超纯水设备,用于其生产线上的用水需求。
二、项目需求
设备需具备每日稳定生产5吨超纯水的能力,且水质需达到国家及行业规定的超纯水标准。
设备应具备高度的自动化和智能化水平,能够实现远程监控和自动调整。
设备运行稳定可靠,维护成本低,能够适应山西地区的气候和水质条件。
三、设备选型与配置
经过深入的市场调研和技术比较,该企业最终选择了洵润环保水处理设备制造商提供的5吨超纯水设备。该设备采用先进的反渗透(RO)技术和离子交换(EDI)技术,确保出水水质的高纯度和稳定性。
设备配置主要包括:
预处理系统:包括石英砂过滤器、活性炭过滤器、精密过滤器等,用于去除水中的悬浮物、胶体、有机物等杂质,保护后续处理单元。
反渗透系统:采用高性能的反渗透膜,通过压力驱动,去除水中的溶解性盐类、有机物、细菌等杂质。
EDI系统:利用电去离子技术,进一步去除水中的离子,提高出水水质。
后处理系统:包括紫外线消毒器、臭氧发生器等,确保出水水质的微生物安全性。
控制系统:采用PLC控制系统,实现对设备运行状态的实时监测和控制,确保设备安全、稳定运行。
四、项目实施与效果
设备在山西企业的车间内安装调试完毕后,开始正常运行。经过实际运行,该设备表现出了优异的处理效果和稳定的运行性能。
出水水质优异:设备处理后的超纯水水质稳定,电阻率达到了18MΩ·cm以上,完全符合国家及行业规定的超纯水标准。
运行稳定可靠:设备控制系统智能化程度高,能够实时监测设备运行状态,及时发现并处理异常情况,确保设备安全、稳定运行。
维护成本低:设备结构设计合理,关键部件选用优质材料制造,减少了维护频率和维修成本。
该5吨超纯水设备在山西某企业的成功应用,为企业提供了稳定、可靠的超纯水供应,满足了其生产线上的用水需求。同时,该设备的引进也提升了企业的生产效率和产品质量,增强了企业的市场竞争力。未来,随着科技的进步和产业的升级,超纯水设备将在更多领域得到应用,为行业发展提供有力支持。
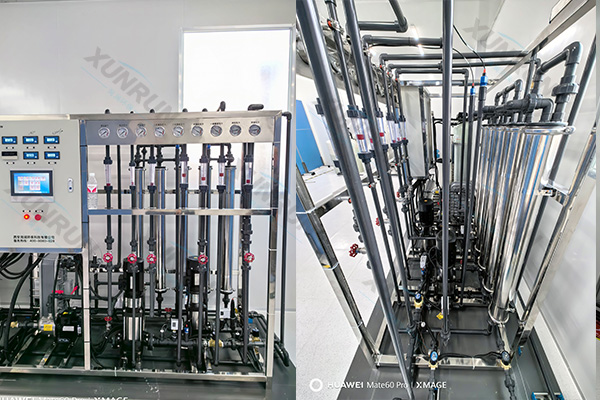
五、现场安装图