技术资讯
一站式净水解决方案 / 量身定制专业产品 / 高效快捷的客户服务

一站式净水解决方案 / 量身定制专业产品 / 高效快捷的客户服务
第一章 反渗透膜污染机理与危害

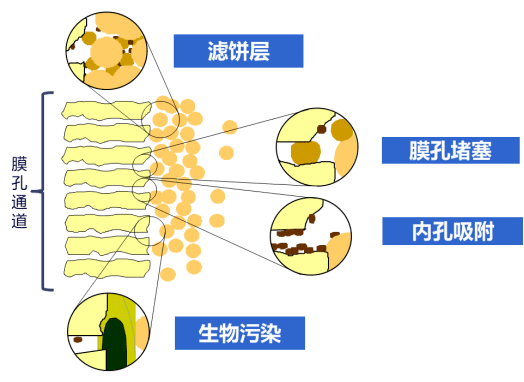
1.1 膜污染的形成机制
反渗透膜污染是由多种物理化学作用共同导致的复杂过程。在高压运行条件下,水中溶解性物质在膜表面发生浓差极化现象,当溶质浓度超过溶解度极限时,形成结晶沉淀。微生物代谢产物与胶体颗粒通过范德华力、静电吸附等作用在膜面累积,形成致密的污染层。据研究数据显示,0.1mm的污染层即可导致产水量下降30%-50%。
1.2 主要污染物类型及特征
(1)无机结垢:碳酸钙、硫酸钙、硅酸盐等,常见于高硬度水源,呈现白色结晶沉积物,导致跨膜压差显著升高;
(2)有机污染:腐殖酸、表面活性剂、油脂类物质,形成粘性凝胶层,造成通量持续衰减;
(3)微生物污染:形成生物膜,特征为产水电导率异常升高,伴有异味;
(4)胶体污染:铁铝硅胶体、淤泥指数超标,导致段间压差快速上升;
(5)复合污染:多种污染物协同作用,清洗难度成倍增加。
1.3 污染带来的系统性危害
膜污染不仅造成产水量下降和能耗增加,更会导致膜材料不可逆损伤。长期污染的膜元件会发生以下变化:
膜孔结构变形:污染物挤压导致膜孔塌陷,截留率异常波动
流道堵塞:污染物在网格导流层堆积,形成流动死区
化学降解:酸性或氧化性污染物腐蚀聚酰胺层,生物腐蚀:硫酸盐还原菌等微生物代谢产物破坏膜结构
第二章 在线清洗技术详解

2.1 在线清洗适用条件
(1)初期污染阶段:产水量下降<15%,压差升高<20%
(2)周期性维护:建议每3-6个月预防性清洗
(3)单一污染物类型:针对特定污染特征选择清洗方案
2.2 在线清洗标准流程
(1)系统停机准备:
缓慢降压至0.5MPa,防止水锤效应
排放压力容器内浓缩水,置换率应达90%以上
检测清洗水箱pH值、温度等参数
(2)多步清洗程序:
① 低流量冲洗:以设计流量的30%循环30分钟,排出松散污染物
② 药剂浸泡:关闭循环泵,静态浸泡2-4小时(微生物污染需延长至6小时)
③ 阶梯式循环:按50%、80%、100%流量梯度各循环30分钟
④ pH中和:交替使用酸碱清洗剂时需增加中和冲洗步骤
⑤ 水质恢复:用RO产水进行终末冲洗至电导率<50μS/cm
2.3 在线清洗关键控制参数
(1)温度控制:保持30-40℃(复合膜耐温极限为45℃)
(2)pH值范围:酸性清洗pH2-3,碱性清洗pH10-12
(3)跨膜压差:清洗时保持<0.2MPa
(4)药剂浓度:按膜厂商推荐值严格控制(如柠檬酸2%-4%)
第三章 离线清洗技术深化应用
3.1 离线清洗设备配置要求
专业清洗系统应包含:
多级过滤单元:5μm保安过滤器+1μm精密过滤器
温控系统:PID精确控温±1℃
循环单元:变频泵+脉动阻尼器
检测仪表:在线pH计、电导率仪、浊度计
3.2 污染物实验室分析技术
(1)扫描电镜-能谱联用(SEM-EDS):元素组成分析
(2)傅里叶红外光谱(FTIR):有机物官能团鉴定
(3)ATP生物荧光检测:微生物活性定量
(4)X射线衍射(XRD):结垢晶体结构分析
3.3 特殊污染处理工艺
(1)硅垢清洗:采用0.1%氢氟酸+2%柠檬酸复配,温度控制在35℃
(2)生物膜处理:交替使用过氧乙酸(200-500ppm)和碱性EDTA清洗
(3)油类污染:非离子表面活性剂(如Triton X-100)与碱性溶液协同清洗
(4)铁污染:羟基乙酸(2%)+还原剂(亚硫酸氢钠0.5%)复合配方
3.4 清洗效果评估体系
(1)性能恢复率计算:
产水恢复率=(清洗后产水量/初始产水量)×100%
(2)污染指数消除率:
SDI降低值=清洗前SDI值-清洗后SDI值
(3)结构完整性检测:
气密性测试(0.2MPa保压30分钟压降<5%)
(4)截留率测试:
用2000ppm NaCl溶液测试脱盐率恢复情况
第四章 膜系统运维管理策略
4.1 智能监控系统建设
(1)在线监测参数:
标准化产水量(温度补偿后)
段间压差变化速率
脱盐率衰减曲线
浓水侧Langelier指数
(2)预警阈值设置:
产水量日衰减>2%触发一级警报
压差周增幅>15%启动诊断程序
脱盐率月下降>0.5%需进行膜性能测试
4.2 预防性维护方案
(1)化学清洗周期优化:
根据污堵速度计算最佳清洗间隔:
N=Q/(ΔP×t)
式中:N为清洗周期(天),Q为累计产水量,ΔP为压差增幅,t为时间
(2)物理清洗强化:
每季度进行空气擦洗(0.3MPa压缩空气脉冲),双月实施正向冲洗(流量为设计值1.2倍)
年度专业膜通量恢复处理
4.3 膜元件全生命周期管理
(1)性能衰退预测模型:
建立基于运行数据的剩余寿命预测算法
(2)退役膜再生利用:
低压反渗透系统改造
纳滤预处理应用
实验教学用膜元件
(3)报废处置规范:
按危险废物管理标准进行专业化处理
通过建立科学的清洗决策体系和智能化运维管理系统,可将反渗透膜使用寿命延长30%-50%。实践表明,采用离线清洗与在线清洗相结合的分级处理策略,配合精准的污染诊断技术,能使膜系统长期保持85%以上的性能恢复率。未来随着人工智能和物联网技术的发展,反渗透膜清洗将进入预测性维护的新阶段,为水处理行业带来更高效益。