工程案例
一站式净水解决方案 / 量身定制专业产品 / 高效快捷的客户服务

一站式净水解决方案 / 量身定制专业产品 / 高效快捷的客户服务
一、项目背景
客户需求:宁夏某制药厂因生产过程中对纯化水水质要求严格(需符合《中国药典》及GMP标准),计划升级原有水处理系统。原系统存在产水水质不稳定、能耗高、维护复杂等问题,客户希望引入一套高效、节能、智能化的双级反渗透设备,满足以下需求:
产水量:≥2吨/小时;
产水电导率≤5μS/cm;
系统自动化运行,降低人工操作成本;
符合制药行业节能环保要求。
原水条件:当地地下水水质硬度高(钙镁离子含量≥300mg/L)、含盐量高(TDS≥1200mg/L),且存在有机物及微生物污染风险。
二、解决方案
洵润环保根据客户需求及水质特点,设计并交付了一套2吨/小时双级反渗透(RO)纯水处理系统,核心方案如下:
1. 工艺流程
预处理系统:
石英砂过滤器:去除悬浮物、胶体及大颗粒杂质;
活性炭过滤器:吸附余氯、有机物及异味;
软化器:通过离子交换降低水质硬度,防止RO膜结垢;
5μm精密过滤器:终端保安过滤,保护RO膜元件。
双级反渗透主机:
一级RO系统:采用抗污染复合膜,脱盐率≥98%,回收率70%;
二级RO系统:进一步提纯,脱盐率≥99%,总系统回收率≥60%;
配备高压泵、膜壳、压力表、电导率仪等核心组件。
后处理系统:
紫外线杀菌器(UV):杀灭微生物,确保产水无菌;
臭氧消毒装置:防止纯水储存与输送过程中的二次污染;
纯水储罐+输送泵:304不锈钢材质,满足GMP洁净要求。
智能控制系统:
PLC全自动控制,具备一键启停、参数设定、故障报警功能;
实时监测电导率、压力、流量等关键指标;
支持远程监控(可选配物联网模块)。
三、项目亮点
高效净化:双级RO串联设计,产水电导率稳定≤3μS/cm,优于客户预期;
节能设计:一级浓水回流至原水箱循环利用,降低水耗;高效卷式膜元件减少能耗;
智能运维:自动化控制减少人工干预,故障自诊断系统缩短停机时间;
定制化服务:根据制药厂车间空间布局优化设备尺寸,预留后期扩容接口。
四、实施成果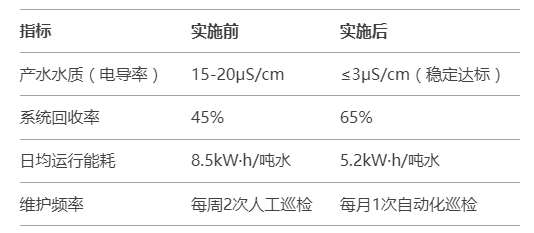
客户收益:
年节约用水成本约5万元,能耗降低38%;
产水水质完全满足制药配液、清洗及无菌生产要求;
系统故障率下降90%,生产效率提升20%。
五、客户评价
“该双级反渗透设备运行稳定,水质数据满足国标要求,智能化控制系统大幅减轻了我们的运维压力。供应商从方案设计到安装调试的专业服务,为我们制药生产提供了可靠保障。”——宁夏某制药厂设备部负责人
结语
本项目通过定制化双级反渗透解决方案,助力制药企业实现水质升级与降本增效目标,彰显了我司在工业水处理领域的技术实力与行业经验。未来我们将持续深耕高精度水处理领域,为更多客户提供优质服务!

